

Kod: Zaznacz cały
G21 G18 G61 G7
F30
G0 X26
G0 Z-11.5
#<turning_X> = 25
#<X_final_dimension> = 20.6
#<cutting_layer_X> = -0.1
o110 while [ #<turning_X> GT #<X_final_dimension> ]
#<turning_X> = [ #<turning_X> + #<cutting_layer_X> ]
o120 if [ #<turning_X> LT #<X_final_dimension> ]
#<turning_X> = #<X_final_dimension>
o120 endif
G1 X#<turning_X>
G1 Z-12
G0 X[ #<turning_X> - #<cutting_layer_X> ]
G0 Z-11.5
o110 endwhile
G0 x26
M2Po zrobieniu rowka ja honuje lekko tłok żeby dobrze trzymał film olejowy. Żadnych polerek bo to bzdura. Więcej zrobi złego polerowanie niż dobrego. I tłoczek z honowaniem i Vitonami.
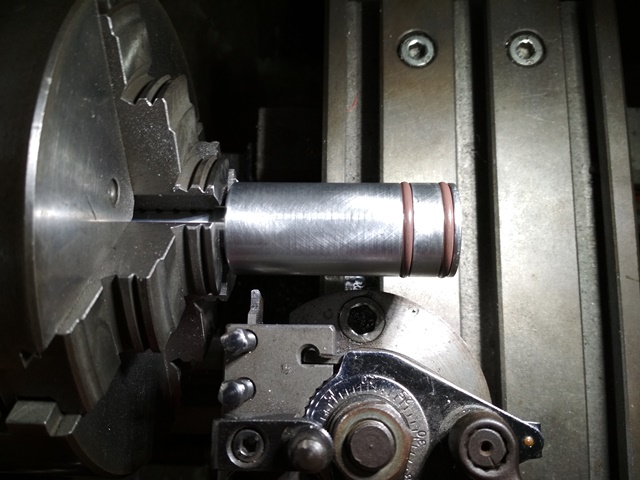
O co w tym chodzi starałem się na foto złapać. Dwa Vitony dobrze centrują Cylinder i tłok. Ich powierzchnie nie dotykają do siebie i o to w tym chodzi.

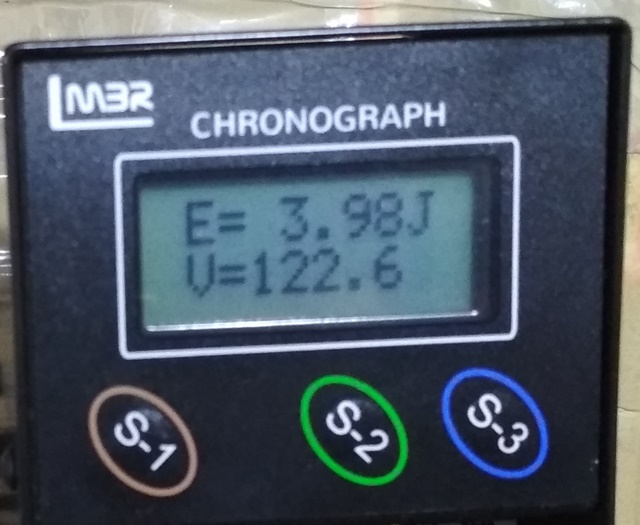
I na koniec pomiar na śrucie H&N 0.53
Jak sobie popiszecie przeniosę do warsztatu bo teraz nie chce mi się wszystkiego zatwierdzać.






